Deutsch
Anmelden
| Preis | Negotiable |
| MOQ | Negotiable |
| Lieferzeit | 1-30 working days |
| Marke | kingrail |
| Ursprungsort | CHINA |
| Certification | CB, ce, EMC, RoHS SABER |
| Vorbildliches Number | 100mm |
| Verpackendetails | Standardexportverpackung oder gemäß des Kundenantrags |
| Zahlungsbedingungen | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
| Versorgungs-Fähigkeit | 50000/pc |
| Brand Name | kingrail | Vorbildliches Number | 100mm |
| Certification | CB, ce, EMC, RoHS SABER | Ursprungsort | CHINA |
| Mindestbestellmenge | Verkäuflich | Price | Negotiable |
| Zahlungsbedingungen | L/C, D/A, D/P, T/T, Western Union, MoneyGram | Versorgungs-Fähigkeit | 50000/pc |
| Lieferfrist | 1-30 Werktage | Verpackendetails | Standardexportverpackung oder gemäß des Kundenantrags |
| Material | Legierung 6061 des Als T6 Aluminiumstange 6063 6082 6A02 | Produktion | Schmieden |
| Verwendung | Schienenstrangfahrzeuge | Durchmesser | 100-1000mm |
| Eigentum | New Energy | Stärke | Abnahme CO2, kleineres Autogewicht |
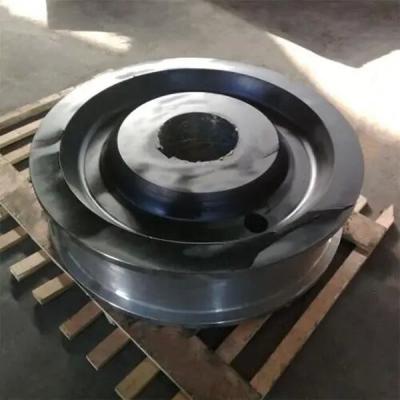
Geschmiedetes und RoHS-Aluminiumzertifikat Wärmebehandlung der gegossenen Räder T6
Einleitung des geschmiedetem und RoHS-Aluminiumzertifikats Wärmebehandlung der gegossenen Räder T6
Die
Radnaben-Verdrängungsformwerkzeugwerkzeugausstattung
schließt
eine
Bodenplatte
ein,
wird
ein
Aluminiumunterer
Würfel
der
radnabe
an
den
Mittelachsen
an
der
Spitze
der
Bodenplatte
vereinbart,
und
örtlich
festgelegte
Spalten
werden
örtlich
festgelegt
an
beide
Seiten
der
Unterseite
des
Aluminiumunteren
Würfels
der
radnabe
angeschlossen,
und
die
zwei
örtlich
festgelegten
Spalten
dringen
beziehungsweise
die
Bodenplatte
und
die
Erweiterung
auf
den
Innenraum
der
Bodenplatte
ein,
wird
ein
örtlich
festgelegter
Ärmel
örtlich
festgelegt
an
die
Mittelachse
an
der
Spitze
der
unteren
Form
der
Aluminiumradnabe
angeschlossen,
die
linken
und
rechten
Seiten
der
unteren
Form
der
Aluminiumradnabe
werden
angeschlossen
örtlich
festgelegt
mit
den
Seitenformen
der
Aluminiumradnabe
und
dem
links
und
rechte
Seiten
der
Spitze
der
Bodenplatte
werden
örtlich
festgelegt
angeschlossen.
Es
gibt
reparierte
Platten.
Nachdem
die
Aluminiumlegierungsflüssigkeit
gebildet
ist,
wird
die
obere
Form
der
Aluminiumradnabe
aufwärts
bewegt,
indem
man
die
Schiebestange
steuert,
und
wird
vom
Gestaltungsmaterial
getrennt,
und
dann
ist
der
Hydrozylinder
aktiviert,
um
die
zwei
zu
machen,
die,
Aluminiumradnabenseite
Bewegung
weg
von
einander
formt,
damit
das
Gestaltungsmaterial
herausgenommen
werden
kann,
das
das
Problem
von
traditionellem
das
Problem
des
schwierigen
Demouldings
der
Aluminiumleichtmetallräder
erhöht
Produktions-Leistungsfähigkeit,
spart
viele
Produktionskosten
löst
und
die
Qualität
von
gebildeten
Produkten
verbessert
Der radnabe KINGRAILS hat einzigartige Aluminiumbearbeitungswerkzeugausstattung die Methode der Positionierung und des Zentrierens der inneren Kegeloberfläche der Aluminiumradnabe im ersten Prozess des Aluminiumbearbeitungsprozesses der radnabe geändert, und die Prozessmethode des äußeren der zentrierenden und in Position bringenden Kreises und Stirnfläche annimmt. Die Werkzeugausstattung des Positionierungsblockes oder des örtlich festgelegten Greiferblockes macht den Bearbeitungsprozeß von der Aluminiumradnabe angemessener, sind die Positionierung und das Zentrieren genauer, ist die Werkzeugausstattung bequem herzustellen, wird die Positionierungsgenauigkeit verbessert, wird die qualifizierte Rate des Produktes erheblich verbessert, und größerer wirtschaftlicher Nutzen wird produziert.
Produktion des geschmiedetem und RoHS-Aluminiumzertifikats Wärmebehandlung der gegossenen Räder T6
Ein
Würfel
für
ein
Aluminiumradnabenschmieden,
einschließlich
eine
Grundplatte
der
ersten
Base
und
eine
Grundplatte
der
zweiten
Base,
ein
unterer
Würfel,
ein
oberer
Würfel
und
ein
unterer
Würfeleinsatz,
die
Grundplatte
der
ersten
Base
und
die
Grundplatte
der
zweiten
Base
werden
überschnitten,
und
die
linken
und
rechten
Seiten
der
Unterseite
der
Grundplatte
der
ersten
Base
werden
threadedly
dort
ist
ein
erster
Bolzen,
der
obere
Teil
der
zweiten
Bodenplatte
wird
angeschlossen
örtlich
festgelegt
mit
der
unteren
Form
angeschlossen
und
der
untere
Formeinsatz,
der
obere
Teil
der
unteren
Form
und
der
untere
Formeinsatz
wird
angeschlossen
mit
der
oberen
Form,
die
obere
Form,
die
untere
Form
ein
Hohlraum
für
die
Formung
Aluminiumradnabenschmieden
wird
zwischen
dem
unteren
Würfel
gebildet
und
dem
niedrigeren
sterben
Einsatz.
Das
Gebrauchsmuster
wird
mit
einem
Ausstoßenmechanismus
versehen,
damit,
wenn
der
Schiebebügel
gedrückt
wird,
die
erste
lange
Stange
bewegt
wird
und
die
erste
kurze
Stange
gedrückt
wird,
um
sich
zu
bewegen,
damit
die
zweite
kurze
Stange
und
aufwärts
bewegt
bewegt
wird
und
die
horizontale
Platte
aufwärts
nach
der
Bewegung
bewegt
werden
kann.
,
das
die
Ejektorplatte
die
Ausstoßenoperation
durchführen
lassen
kann,
die
für
die
Ausstoßenoperation
vom
Hohlraum
des
Aluminiumradschmiedens
bequem
ist,
damit
der
Ausstoßeneffekt
besser
ist.
Dieses
schließt
das
Vorbereiten
eines
Materials
der
niedrigen
Dichte
mit
gemahlenen
Partikeln
ein.
Die
Lieferung
der
Mappe
zum
Material
der
niedrigen
Dichte
erlaubt,
dass
das
Material
der
niedrigen
Dichte
in
einen
Pastenzustand
gemischt
wird.
Der
Radkern,
der
Form
macht,
wird
zu
200°C
zu
350°C
erhitzt
und
das
Material
der
niedrigen
Dichte,
das
mit
der
Mappe
gemischt
wird,
wird
in
den
Radkern
eingespritzt,
der
Form
macht.
Der
Kern,
der
Form
macht,
ist
geschlossen,
wird
ein
Druck
von
ungefähr
Stange
5
bis
20
angewendet,
wird
der
Druck
aufrechterhalten,
damit
1
bis
5
Minuten
das
Material
der
niedrigen
Dichte
kurieren,
und
der
Kern
wird
entladen.
Bringen
Sie
den
ausgestoßenen
Radkern
an
einer
Aluminiumradcastingform
an.
Die
Aluminiumradcastingform
ist
geschlossen
und
ein
Druck
von
ungefähr
Stange
1
bis
2
wird
angewendet
und
flüssiges
Aluminiummetall
wird
eingespritzt.
Das
Aluminiumrad
wird
dann
von
der
Aluminiumradcastingform
ausgestoßen.
| Beschreibung | schmiedende und werfende Räder mit Aluminiumbearbeitungsbearbeitungswärmebehandlung T6 der Leichtmetallradnabe |
| Art | Bahnzug-Teile |
| Anwendung | Ventil industriell |
| Verarbeitung | Investition Casting+Machining+Grind |
| Material | Legierung/Aluminium-/Edelstahl |
| Gewicht | 20Kg |
| Tolernace | Gesteuert durch ISO 8062 CT4-6 |
| Entwurfs-Unterstützung | Pro--e, ug, SolidWorks, AutoCad, pdf |
| Qualitätskontrolle | Material, Maß, Leistung, innere Defekte, Saldenprüfung |
| Standard | ASTM, LÄRM, JIS, ISO, GB-Standards |