




Laserschneiden, CNC-Fräsen von 304er Teilen, Schleifen und Passivieren
Jun 30, 2025
17 Ansichten
Chatten
# 304 CNC-Fräsendeile aus Edelstahl
# Laserschneidende CNC-Drehteile
# Maschinen
Was macht Edelstahl 304 so schwer zu bearbeiten?
304 Edelstahl ist eines der am meisten nachgefragten Werkstoffe in der kundenspezifischen Bearbeitung, da es eine außergewöhnliche Korrosionsbeständigkeit und Langlebigkeit bietet.Aber aus Produktionssicht ist 304 berüchtigtKaugummiähnlichEs härtet schnell, überhitzt leicht und stumpft Werkzeuge fast doppelt so schnell wie Kohlenstoffstahl.
Während der tatsächlichen Fabrikproduktion beobachten wir oft:
Werkzeugverschleiß steigt um 25-40%wenn die Futterraten nicht optimiert sind.
Das nicht gekühlte Bohren kann die Spitzentemperatur über700°C, verursacht Geschwätz und Riss.
Lasergeschnittene Kanten bilden sich häufigOxidschichtendie vor der Präzisionsfreihandlung entfernt werden müssen.
Diese Details beeinflussen drastisch die Toleranz, die Qualität und die Lieferzeit.
Dieser Artikel bietet einen vollständigen und praktischen ArbeitsablaufLaserschneiden → CNC-Fräsen → Schleifen → Passivierung¢basierend auf realen Erfahrungen im Geschäft.
H2: Schritt für Schritt Produktionsprozess für Teile aus 304 Edelstahl
H2: 1. Laserschnitt aus 304 Edelstahl: saubere Kanten, geringe Wärmeverzerrung
Das Laserschneiden eignet sich hervorragend für die Vorbereitung von Blöcken vor der CNC-Fräsen, insbesondere für Plattenkomponenten.
H3: Praktische Einrichtung und Daten aus der tatsächlichen Produktion
Lasertypen:1.5·3 kW Faserlaser
Stärke der Bleche:1.5 mm 10 mm
Schnittgeschwindigkeit für 2 mm 304 SS:20°28 mm/s
Typische Toleranz:±0,10 ∼0,20 mm
H3: Warum mit dem Laserschneiden beginnen?
Reduziert die CNC-Bearbeitungszeit um30% bis 50%
Minimiert Abfälle durch Roharbeiten
Ideal für komplexe Außenprofile oder Schlitze
Profi-Tipp:Vermeiden Sie das Schneiden mit hoher Geschwindigkeit auf 304; übermäßige Hitze verursacht Oxidansammlung, die später die Passivierung beeinträchtigt.
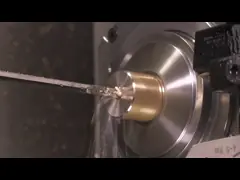
H2: 2. CNC-Fräsen von 304 Edelstahl: Werkzeuge, Futtermittel und tatsächliche Schneidparameter
Sobald das Leermaterial mit dem Laser geschnitten ist, übernimmt die CNC-Fräserei die Präzisionsfunktionen.
H3: empfohlene Werkzeuge und Kühlmittelstrategie
Werkzeuge:mit einem Durchmesser von mehr als 0,01 mm
Kühlmittel:Hochdruck-Flutkühlmittel, Emulsion von 8~10%
Evakuierung von Chips:Zwangsweisezur Verhinderung der Verhärtung der Arbeit
H3: Tatsächliche Zufuhr- und Geschwindigkeitsparameter (in der Werkstatt getestet)
Betrieb
Spindelgeschwindigkeit
Futterrate
Schnitttiefe
Seitenfräsen (Ø8 mm)
1800 ∼ 2200 Umdrehungen pro Sekunde
220 ̊280 mm/min
0.15 ∙ 0,25 mm
Schlittenfräsen
1500 ∼ 1800 Umdrehungen pro Minute
160 ∼ 200 mm/min
0.1 mm
Bohrungen (Ø6 mm)
1200~1500 Umdrehungen pro Sekunde
0.08 ≈ 0,12 mm/Umsatz
- Ich weiß.
Diese Nummern wurden auf Haas VF-2 und DMG 3-Achsen-Maschinen mit 304-2B-Blatt getestet.
H3: Vermeidung von Arbeitsverhärtung
Die meisten Ausfälle treten auf, wenn die Zufuhr zu gering ist.Eine Faustregel:Wenn Sie blaue Chips sehen, reibt das Werkzeug, nicht schneidet.
H2: 3. Schleifen für die Größengenauigkeit und Oberflächenbearbeitung
Schleifen ist für 304 Teile unerlässlich, die enge Toleranzen oder ästhetische Veredelungen erfordern, insbesondere für:
Präzisionsklammern
Schiebemechanismen
Versiegelungskontaktflächen
Komponenten für medizinische Geräte
H3: Ergebnisse der Tests in echten Geschäften
Schleifart
Toleranz, die erreicht werden kann
Oberflächenrauheit
Oberflächenschleifen
± 0,01 mm
Ra 0,8 ∼ 1,2 μm
Zylindrisches Schleifen
± 0,005 mm
Ra 0,4 ∼ 0,8 μm
H3: Häufige Probleme
Überhitzung → Verfärbung
Mikro-Kratzer aufgrund falscher Grindgröße
Verzerrungen auf dünnen 304 Platten
Lösung:VerwendungKühlmittelreiches Schleifenmit inkrementellen Durchläufen von00,005 ‰ 0,01 mm.
Passivierung: Der letzte Schritt zur Korrosionsbeständigkeit
Die Passivierung entfernt die Eisenkontamination und stellt die Schutzschicht aus Chromoxid wieder her.
H3: Typisches Passivierungsverfahren
Entfettung und Ultraschallreinigung
Säurebadbehandlung
Salpetersäure 2025%bei 50°C
OderZitronensäure 6·10%bei 30°C bis 40°C
Spülen Sie mit DI-Wasser
Trocknung mit heißer Luft
H3: Echte Prüfdaten
Nach der Zitronenpassivation zeigten 304 Teile:
Salzspritzbeständigkeit: 48 ∼ 96 Stunden
Oberflächenchromkonzentration erhöht um35-55%(XPS überprüft)
H3: Benutzerprobleme gelöst
Viele Käufer machen sich Sorgen, daß ihre Edelstahlteile nach wenigen Wochen Gebrauch Rost bekommen.Dies wird in der Regel durchLaseroxid + Bearbeitungsreste, nicht Materialqualität.Eine ordnungsgemäßeSchleifen + PassivierungDer Prozess beseitigt dies vollständig.
H2: Anwendungen von lasergeschnittenen und CNC-gefressenen Teilen aus 304 Edelstahl
Komponenten für die Lebensmittelverarbeitung
Medizinische Vorrichtungen
Klammern für Schiffsmaschinen
Teile für die industrielle Automatisierung
mit einer Breite von mehr als 30 mm
Instrumente und Gehäuse
Diese Branchen wählen 304 aufgrund seiner Ausgewogenheit in Bezug auf Festigkeit, Formbarkeit und Korrosionsbeständigkeit.
H2: Preisgestaltung und Auftragsüberlegungen
Welche Einflüsse
Erfahren Sie mehr →
-

Maschinen und Apparate zum Drehen von CNC-Teilen
View Detail -

Laserschneiden, CNC-Fräsen von 304er Teilen, Schleifen und Passivieren
View Detail -

Bearbeitungsteile kundenspezifische Präzision CNC, die Truning-Metallservice-Herstellung mahlen
View Detail -

PFT ODM-Soemaluminiumdrehteile, Polier-Bearbeitungsprototyp-Service CNC
View Detail -

Stahlschieber linear-Verstellgerät CNC, lineare Bewegungs-Schiene des Blech-ISO9001
View Detail -

Führer-Schieber-Spiegel-Polieroberfläche des Edelstahl-HGR15 linearer
View Detail -

CNC-Dreh- und Fräsen von Teilen aus Edelstahl
View Detail





















