Deutsch
Anmelden
| Preis | Negotiable |
| MOQ | 1 pc |
| Lieferzeit | 1-30 working days |
| Marke | Kingrail |
| Ursprungsort | CHINA |
| Certification | ISO |
| Vorbildliches Number | KR-TF-03 |
| Verpackendetails | Standardexportverpackung oder gemäß des Kundenantrags |
| Zahlungsbedingungen | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
| Versorgungs-Fähigkeit | 1000000ton |
| Brand Name | Kingrail | Vorbildliches Number | KR-TF-03 |
| Certification | ISO | Ursprungsort | CHINA |
| Mindestbestellmenge | 1 PC | Price | Negotiable |
| Zahlungsbedingungen | L/C, D/A, D/P, T/T, Western Union, MoneyGram | Versorgungs-Fähigkeit | 1000000ton |
| Lieferfrist | 1-30 Werktage | Verpackendetails | Standardexportverpackung oder gemäß des Kundenantrags |
| Standard: | AISI, GB, ASTM, LÄRM | Bearbeitungstoleranz | 0.005mm-0.01mm-0.1mm |
| Material | Legierung Steel/ASTM 148 | Prozess | Warmschmieden, kaltes Schmieden, warmes Schmieden |
| Gestaltungsart | Schmieden | Oberflächenbehandlung | Polnisch, überziehend, Pulver-Beschichtung, Feuerverzinken, |
Soemaluminiumleichtmetallräder, Beschichtungs-Knetlegierung des Pulver-T6 dreht ISO-Zertifikat
Der
Rohstoff
ist
T6-6061
(oder
6082
oder
6110),
Hauptproduktionsverfahren
schmiedet--Spinnen---Wärmebehandlung---CNC----Pulvermantel
Ein
kombiniertes
Antiverdrängungsstangengerät
für
Aluminiumlegierungsschmieden,
einen
oberen
Würfel
enthalten,
der
an
einer
schmiedenden
Presse,
der
obere
Würfel
enthalten
eine
Antiverdrängungsstange,
das
unterere
Ende
der
Antiverdrängungsstange
detachably
und
örtlich
festgelegt,
anschließend
an
ein
Verdrängungsende
angebracht
wird,
schließt
es
auch
einen
Rückverdrängungszylinder
in
Form
einer
zylinderförmigen
Struktur
mit
ein,
ist
das
unterere
Ende
des
Rückverdrängungszylinders
örtlich
festgelegt
mit
einer
Ejektordichtung
installiert,
ist
der
Rückverdrängungszylinder
örtlich
festgelegt
in
die
untere
Würfelbasis
installiert,
und
die
untere
Würfelbasis
ist
örtlich
festgelegt
in
die
bewegliche
Art
installiert.
Auf
dem
Werktisch
schließt
die
Antiverdrängungsstange
eine
erste
Abschnittstange,
eine
zweite
Abschnittstange,
eine
Drittelabschnittstange
und
eine
vierte
Abschnittstange
mit
ein,
die
vertikal
in
der
Folge
angeschlossen
werden,
und
das
obere
Ende
der
ersten
Abschnittstange
wird
an
das
obere
Ende
der
Oberteilstange
angeschlossen.
Sterben
Verbindung,
wird
das
unterere
Ende
der
vierten
Segmentstange
detachably
und
örtlich
festgelegt
mit
dem
Befestigungsende
des
Verdrängungsendes
angeschlossen.
Das
Gebrauchsmuster
hat
die
Vorteile
der
besseren
Reduzierung
der
Ausrüstungsinvestitionen
und
des
Aufenthaltsbereichs,
des
bequemen
und
schnellen
Ersatzes
von
Formen
und
der
besseren
Produktion
eines
Rückverdrängungsrohres
mit
einer
längeren
Länge.
Othermal,
Formverfahren
von
2024
zusammengesetzten
Schienenschmieden
der
Aluminiummatrix
schmiedend,
ist
die
Schritte
sind:
das
Billet
auf
dem
freien
Schmiedehammer
zuerst
stören,
und
es
dann
zeichnen;
Nach
Zeichnung
ist
der
freie
Raum
als
Ganzes
umgekippt;
dann
wird
das
linke
Ende
des
freien
Raumes
gezeichnet
und
geformt,
um
einen
Zwischenfreien
raum
zu
bilden;
schließlich
wird
der
Zwischenfreie
raum
durch
Isothermalschmieden
gebildet.
Die
Methode
kann
das
Schmieden
von
2024
zusammengesetzten
Schienenschmieden
der
Aluminiummatrix
effektiv
verwirklichen
und
verbessert
die
Formungsqualität
von
2024
zusammengesetzten
Schienenschmieden
der
Aluminiummatrix.
Diese
Methode
wird
für
Isothermalschmieden
von
2024
zusammengesetzten
Sperrholzschmieden
der
Aluminiummatrix
angewendet.
Soemaluminiumleichtmetallräder, Beschichtungs-Knetlegierung des Pulver-T6 dreht ISO-Zertifikat
Eine Aluminiumlegierungsschmiedenheizung und der Hitze-Erhalt stirbt Basis wird angenommen, die umfasst: ein Temperaturüberwachung System und zwei sterben Basis, die mit einander zusammenarbeiten, um Aluminiumlegierungen zu schmieden. Die zwei sterben Basis mit.einschließen ein oberes sterben Basis und eine untere Würfelbasis; das Temperaturüberwachungssystem umfasst einen Heizstab, das Thermoelement und die Temperaturüberwachungskomponente, der Heizstab und das Thermoelement werden beziehungsweise mit der Temperaturüberwachungskomponente angeschlossen; die zwei Formbasis haben einen Formenhohlraum für die Installierung der Form auf eine Seite nah an einander, und die Formbasis wird um den Formenhohlraum mit einem Heizstab für die Installierung des Heizstabs vereinbart. StangenEntlüftungslöcher; die Formbasis wird mit einem ThermoelementEntlüftungsloch für die Installierung von Thermoelementen versehen; der Kontakt zwischen der oberen Formbasis und der unteren Formbasis wird mit einer leitenden Struktur versehen, und die leitende Struktur umfasst ein oberes Formleitblech und ein unteres Formleitblech; das obere Formleitblech das Leitblech vom oberen sterben und das Leitblech des unteren Würfels werden gegenüber einander entlang dem Richtungssenkrechten zur Richtung der Form festklemmend und zerteilend vereinbart und sind in der Spielpassung. Die Erfindung stellt fest, dass das Aluminiumlegierungsschmieden bei einer verhältnismäßig stabilen Heizungs- Temperatur geschmiedet werden kann, stellt seine schmiedende Qualität sicher, und überwindt das Problem des Führers gleichzeitig stauend.
|
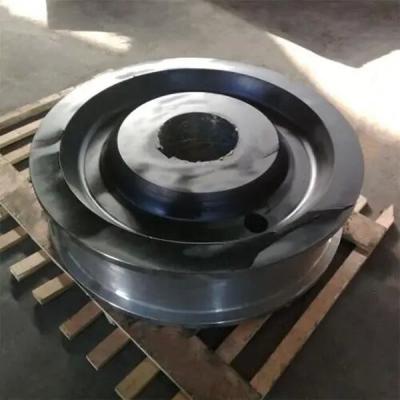
Hohe
Präzisionsbearbeitung,
die
Leichtmetallräder
des
Als
T6
für
Schiene
und
hellen
steet
Railcar
schmiedet
|
|
|
Hauptprozeß
|
Materieller
Ausschnitt,
materielle
Heizung,
Schmieden,
Wärmebehandlung,
Blasting&Polishing,
CNC
maschinelle
Bearbeitung
|
|
Material
|
Aluminium,
Kohlenstoffstahl,
Edelstahl-Messing,
DC53
oder
als
Kundenantrag
|
|
Oberflächenbehandlung
|
Schuss-/Sandexplosion,
polierend,
Oberflächenstabilisierung,
Zündkapsel-Malerei,
Pulver-Beschichtung,
ED-Beschichtung,
Chromat-Überzug,
Zink-Überzug,
Dacromat-Beschichtung,
Endmalerei
|
|
Anwendung
|
1.
Bau:
anhebende
Anker
für
Fertigbeton,
Kugelkopfanker
2. Automobilindustrie: Kolben, Verbindungsstangen, Nocken, Nockenwellen, Kurbelwellen 3. Schwermaschinen: Felsenunterbrecher, Baggerteile 4. Energie: Amboss, Schieber, Hauptquellensteuerung EQP, Hauptquelle EQP 5. Verteidigung: Schwarzer Empfänger, Aluminiumtriggerschutz und Empfänger 6. LKW: Zylinderköpfe, Ölsumpf, Kupplungswohnung, Vorder- und Rückseite Bremstasterzirkel. |
|
Bearbeitungsprozeß
|
Bearbeitungsdrechselndes
Prägedrehenbohren-Bohrungsc$klopfen
CNC,
Erweiterungs/Grinding/Honing
und
etc.
behauend.
|
|
Bearbeitungstoleranz
|
Von
0.005mm-0.01mm-0.1mm
|
|
Zeichnendes
Format
|
jpg/.pdf/.dxf/.dwg/.igs.
/.stp/x_t
usw.
|
|
Prüfmaschine
|
CMM,
Digital-Höhen-Messgerät,
Tasterzirkel,
beigeordnete
Messmaschine,
Projecter-Maschine,
Rauheits-Prüfvorrichtung,
Härte-Prüfvorrichtung
und
so
weiter
|
| Zertifikat | ISO9001, CER, TUV, SGS oder als Ihre Anforderung, Test durch die Drittpartei durchzuführen |
| Lieferfrist |
10-15
Tage
für
Probe,
35-40 Tage für Großauftrag |
| Verpackung | Sperrholzpalette, Sperrholzkasten oder gemäß Ihrer Anforderung |
| Qualitätskontrolle | Geleitet durch Dokumente des Systems ISO9001 und PPAP-Qualitätskontrolle |
| Service |
Warme
und
schnelle
Wartedienstleistung
erbracht
vom
Fachmann
Export-Verkaufs-Team mit der Erfahrung vieler Jahre, wenn Exporte in die US, Europa, Japan und andere Länder und Regionen behandelt werden. |
Extraprodukt-Beschreibung von Soemaluminiumleichtmetallrädern, Beschichtungs-Knetlegierung des Pulver-T6 dreht ISO-Zertifikat
| Genau in den Lesezeichnungen u. schnell in der Lieferung u. genauer Maß Steuer- u. Qualitätskontrolle 100% u. Soem-Service u. strenges Materialkontrolle- u. sofortigeszitat u. Vorbereitungs- und Anlaufzeit Garantie | |
| 1. Produkt-Name: | Sandgusszug-Radschmieden |
| 2. Material: | Kohlenstoffstahl, legierter Stahl, Edelstahl, Graueisen, duktiles Eisen, hohes Chrome-Eisen, hoher Manganstahl |
| 3. Materieller Standard: | ASTM, AISI, ASME, SAE, Ns-Düngungen, LÄRM-en, ISO, BS-en, SS, etc. |
| 4. Einzelteile: | UHRKETTE Tianjin oder Shanghai, China |
| 5. Vorbereitungs- und Anlaufzeit: | 30~40 Tage |
| 6. Ursprungsort | Maanshan, China |
| 7. Software für Spezifikationszeichnungen: | Pdf, Selbst-CAD, Solidworks, JPG, ProE, etc. |
| 8. Hauptproduktionsausrüstungen: | Wachsen Sie Einspritzung, CNC-Maschine-Mitte, Drehbank, Fräsmaschine, Bohrmaschine, Bohren-Drehbank, Schleifmaschine, Wärmebehandlungs-Ofen ein. |
| 9. Wärmebehandlungs-Maschine: | Der Masche-Gurt-Ofen, karburierend löschen Ofen, Chamer-Ofen, etc. |
| 10. Oberflächenbehandlung: | Kalter/heißer Zn-Überzug, schwärzende Behandlung (Salzsprühtest 48-96 Stunden), Ni-Überzug, Cr-Überzug, Sprühundercoat, Rostschutzfarbe, Oberflächenfarbe, Plastikfarbe, überzogenes Rostschutzwasser, Anti-Öl, etc. |
| 11. Oberflächenwärmebehandlung: | Mittlere Häufigkeit, die löschen, hohe Häufigkeit, die löschend, Wasserlöschen, Normalisierung, Temperament, Ausglühen, etc. löscht und karburiert und löscht, Öl. |
| 12. Maß-Inspektion: | Tasterzirkel, Höhe Laugue, Mikrometer-Tasterzirkel, Innentaster-Messgerät, Winkel und r-Messgerät, Messgerät mit drei Koordinaten. |
| 13. Produktivität: | 5000 PC/Jahr |
| 14. Verpacken: | Holzverpackung nach obligatorischer Behandlung oder anderer |
| 15.They verwenden für Bergwerksausrüstung, Baugeräte, landwirtschaftliche Ausrüstung und andere. | |
| 16. Wir machen Präzision Werfen, Feinguss und Sandguss in Ningbo, China | |
| 17. Auslandsmärkte: Werfende Teile Portugals Grey Iron; Amerika, werfende Teile U.S.A. United States Grey Iron; Werfende Teile Kanadas Grey Iron; Großbritannien Brasilien, Spanien Grey Iron werfende Teile; Werfende Teile Portugals Grey Iron; Werfende Teile Portugals Grey Iron; Teile Spaniens Grey Iron werfende werfende Teile Spaniens Espana Grey Iron; Teile Holand Grey Iron werfende werfende Teile Portugals Grey Iron; Teile Danmark Grey Iron werfende werfende Teile Portugals Grey Iron; Werfende Teile Spaniens Grey Iron | |
|
18. Wir können mit Messgerät überprüfen: |
|