Deutsch
Anmelden
| Preis | Negotiable |
| MOQ | Negotiable |
| Lieferzeit | 1-30 working days |
| Marke | kingrail |
| Ursprungsort | CHINA |
| Certification | ISO |
| Vorbildliches Number | 200mm |
| Verpackendetails | Standardexportverpackung oder gemäß des Kundenantrags |
| Zahlungsbedingungen | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
| Versorgungs-Fähigkeit | 1 Million PC/Jahr |
| Brand Name | kingrail | Vorbildliches Number | 200mm |
| Certification | ISO | Ursprungsort | CHINA |
| Mindestbestellmenge | Verkäuflich | Price | Negotiable |
| Zahlungsbedingungen | L/C, D/A, D/P, T/T, Western Union, MoneyGram | Versorgungs-Fähigkeit | 1 Million PC/Jahr |
| Lieferfrist | 1-30 Werktage | Verpackendetails | Standardexportverpackung oder gemäß des Kundenantrags |
| Durchmesser | 0-1450mm | Produktion | Werfen und Schmieden gemäß des Kundenantrags |
| Material | 4140,42CrMo, 60E, usw. | Inspektion | Vollprüfung, UT, M.Ü., Größen, mechanisches Eigentum |
| Fortschritt | Schmieden-maschinell bearbeiten-Inspektion-Hitzebehandlung-maschinell bearbeiteninspektion | Härte | 150-560HB |
| Anwendung: | Eisenbahn, Schienenwagen oder Werft, Eisenbahnfahrzeuge, Railcar | Max. Kapazität | Bis zu 500ton |
| Exportbereich | Deutschland, Franzosen, Großbritannien, US, Südkorea, Südafrika, usw. | Größen | gemäß der Kundenzeichnung |
Dreht die Eisenbahn wirft Stahlfelgen, ODM-Förderwagen Härte 150-560HB
Crane Rail Wheels werfend oder schmiedend, befördern Bahnteile Rad die rostfreien SteelRail-Rad-Zug-Räder mit dem Zug, die hauptsächlich für RRV benutzt werden, beziehen sich zweifach verwendbare Fahrzeuge der Straße-Schiene auf spezielle Fahrzeuge, die auf Eisenbahnlinien sowie auf allgemeinen Straßen und sogar in das Feld laufen können. nannte auch RRV. Es wurde hauptsächlich im Militär am Anfang verwendet. Hyundai übernimmt hauptsächlich Notaufgaben wie Wartung und Rettung von Bahnlinien und nach den Grundsätzen. zweifach verwendbare Fahrzeuge der Straße-Schiene werden angefordert, in der Lage zu sein, zwischen Straßen und Eisenbahnen schnell und leicht zu schalten. Sie wird normalerweise durch das hydraulische Weg-ändernde Herumdrehengerät auf den Fahrgestellen und das reisende Führerradbahngerät verwirklicht, die jederzeit angehoben werden und gesenkt werden können. Mit dem Führerradgerät können die allgemeinen Gummireifenräder entlang die Schiene gerade fahren. Weil diese Art des Fahrzeugs eine bestimmte Zugkraft und eine Tragfähigkeit erfordert, kann sie eine einzigartige Rolle spielen, im Falle, dass die Bahnlinie oder blockiertes wegen eines Unfalles unterbrochen wird. Eingeweihte Straßeschienenfahrzeuge schließen ein: Kettenreparaturfahrzeuge des elektrischen Zugkraftabschnitts, Bagger benutzt für Bergbahnreparaturen, Nottraktoren, Generatorfahrzeuge, Löschfahrzeuge, schnelle Brückenfahrzeuge, etc.
Was
sind
die
Unterschiede
zwischen
Schmieden
und
Castings?
Schmieden
und
Casting
sind
allgemeinere
Verfahrenstechniken
heute,
und
die
Kosten
des
Werfens
von
Flanschen
sind
niedrig;
Präzisionscastings
können
durch
Systemprozesse
erreicht
werden,
und
ihre
Oberflächen
haben
ein
ideales
Ende,
ohne
zu
verarbeiten;
Castings
sind
einfacher
sich
als
schmiedend
zu
bilden.
Flansche
sind
billig.
Unten
stellt
Carrian-Schmieden
den
Unterschied
zwischen
Schmieden
und
Castings
vor.
Schmiedenflansche
verwenden
das
Schmieden
der
Ausrüstung,
um
Stangen
zu
schmieden.
Im
Allgemeinen
können
komplexere
Werkstücke
nicht
geschmiedet
werden
und
eine
große
Menge
Verarbeitung
erfordern.
Jedoch
ist
die
Struktur
des
Schmiedens
von
Flanschen
verhältnismäßig
dicht,
und
interne
Defekte
sind
nicht
einfach
zu
erscheinen.
Deshalb
ist
sie
in
der
Verarbeitung
von
Teilen
mit
hohen
Anforderungen,
wie
Dichtung,
Ventileinsatz,
Ventilschaft,
etc.
weitverbreitet.
Im
Hochdruck
und
in
starken
Korrosionslegierungsventilen
Ventilkörper
schmiedend
seien
Sie
auch
weitverbreitet.
Einzelspezifikation von werfenden Eisenbahn-Stahlfelgen, ODM-Förderwagen dreht Härte 150-560HB:
| Spezifikation | Besonders angefertigt, Kunde erfordert, die Zeichnungen des Kunden von Schienenrädern |
| Material | Roheisen, Graueisen, duktiles Eisen, Kohlenstoffstahl, niedriger legierter Stahl, Werkzeugstahl, Stahl, Edelstahl, Messing, Kupfer-, Aluminiumlegierung, Zink usw. |
| Prozess | Sandguss, überzogener Sandguss, Shell-Formcasting, verlorenes Schaumcasting, v-Prozess, Schleuderguss, keramisches Casting, maschinell bearbeitend, freies Schmieden, sterben Schmieden, der Druck, der sich bildet, rollen das Schmieden, Präzisionsschmieden und schmieden Druck, etc. |
| Casting | Sandguss, Präzisionscasting, Feinguss, das werfende Cire perdue, Druckguß, Schwerkraftcasting, Oberteilformcasting |
| Maschine | Drehbank, CNC, Bohrmaschine, Fräsmaschine, Bohrmaschine, Kartoffellegemaschine, Mitte der maschinellen Bearbeitung, Schwerkraftgießanlage usw. |
| Anwendung | Automobil, landwirtschaftliche Maschinerie, Möbel, Bau, Haushaltsgeräte, Elektronik. |
| Oberflächenbehandlung | Pulverbeschichtung, Malen, Sprühen, elektrische Galvanisation, Beschichtung, Zinkphosphid, Imprägnierung, Malerei, Sprühfarbe, Schwarzes und blaue Oxidbeschichtung, Sprühfarbeschwarzes, Pulverbeschichtungsmalerei |
| Inspektionsausrüstung | Profilprojektor, Rockwell-Härteprüfvorrichtung, Vickers-Härteprüfvorrichtungs-Rauheitsprüfvorrichtung, Luftmessgerät, Konzentrizitätsprüfvorrichtung, universial Mikroskop, CMM, digitaler Tasterzirkel und Rockwell-Härteprüfvorrichtung etc. |
| Produktions-Verwendung | Autoteile, Zugteile, Bergbauzusätze, Maschinerieteil-, Ventil-, Fittings-, Baumaschinen- und Möbelzusätze, Teile der landwirtschaftlichen Maschinerie, Teile der landwirtschaftlichen Maschinerie, Bahnteile ausführend |
| Anmerkung | (1) fühlen sich jeder möglicher RFQ, bitte frei, Ihre Zeichnungen (CAD/PDF) für Ihr Zitat zu senden. |
|
(2)
sind
alle
Teile
nicht
das
auf
Lager,
nur
besonders
angefertigt! |
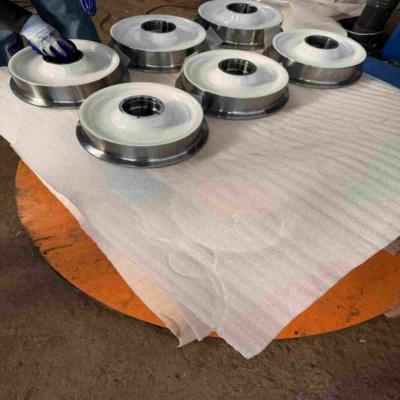
Front View von werfenden Eisenbahn-Stahlfelgen, ODM-Förderwagen dreht Härte 150-560HB:
Fast alle Zugräder haben eine gebogene Projektion, einen Flansch, auf einer Seite, zum der Räder und folglich des Zugs zu halten und laufen auf den Schienen, wenn die Grenzen oder die Tests der Ausrichtung erreicht werden.

Seitenansicht von werfenden Eisenbahn-Stahlfelgen, ODM-Förderwagen dreht Härte 150-560HB:
Die Rollbahn von die meisten ist konkav und dient als die Primärdurchschnitte des Haltens der Bewegung des Zugs ausgerichtet mit der Bahn, während in anderen sie flaches solches ist, dass die Flansche wesentlich sind, den Zug auf dem Schienenstrang zu halten.

Paket von werfenden Eisenbahn-Stahlfelgen, ODM-Förderwagen dreht Härte 150-560HB: Räder werden durch Eisenpaletten mit Ringen verpackt.

Schienenstahlfelge - werfende Eisenbahn-Stahlfelgen, ODM-Förderwagen-Räder 150-560HB Hardnesss:
Kohlenstoffstahl: C45, C50, C55, C60, 4330, C35, 65Mn
Legierter Stahl: 4140, 42CrMo, 40CrNiMo, 4340,34CrNiMo6

Stärke des Castings oder des Schmiedens Crane Rail Wheels, Bahnteile befördern Rad rostfreie SteelRail-Rad-Zug-Räder mit dem Zug:
1. Produktion schmieden, längere Lebensdauer, für kleinere Quantität, freies Schmieden, für große Quantität, Präzisionsschmieden mit Form
2. Durchmesser: 0-1450mm, 6", 8", 10", 12", 14", 16", 20", 24", 28", 30", 34", 36", 40", 42", usw.
Inspektion 3,100% vor Lieferung
Verwendung des Castings oder des Schmiedens Crane Rail Wheels, Bahnteile befördert Rad rostfreie SteelRail-Rad-Zug-Räder mit dem Zug:
Zug, Railcars, helle Schiene, Straßenauto, Metro, Waggon, Güterwagen für das Bergbau, Schienen-LKWs, Ballasteisenbahnwagen, Hy-Schiene hirail Autos, usw.
Der Produktions-Bahnrad-Prozess
1. Rad-schmelzendes rundes Stahlbillet 2., das 3. Heizungs4. Phosphor 5. schneiden stempelnder Formungs6. rollender 7. verbiegender des Durchschlags-8. heißer stempelnder 9. Tropfen-Stapel 11. skizzierendes 12.Hardening 13.Tempering 14 Laser-Maß-10. sägt. Probenahme 15. Aufbereitung 16. Fertigung 16. Der kalte Druck 17. Statisches Gleichgewicht 18. Der kalte Druck 19. Härte, die 20 prüft. Ultraschallprüfungs21. Magnetpulverprüfung 22. Geschossen, 23 ausrichtend. Malen des Verpackens

Hauptprüfung und Prüfmittel
| Nein. | Gerät | Art | Menge | Status | Anmerkung |
| 1 | Ende, das Maschine löscht | DZJ-I | 1 | Arbeiten | Prüfung |
| 2 | Elektrischer Widerstandsofen | SX2-8-12 | 2 | Arbeiten | Prüfung |
| 3 | Umgekehrtes metallurgisches Mikroskop | 4XCE | 1 | Arbeiten | Inspektion |
| 4 | Kasten-Widerstandsofen der hohen Temperatur | SX2-4-13 | 1 | Arbeiten | Prüfung |
| 5 | Automatische Digitalanzeige Rockwell-hartprüfvorrichtung | 200HOURS-180 | 1 | Arbeiten | Inspektion |
| 6 | Elektronische Brinellhärteprüfvorrichtung | THB-3000 | 1 | Arbeiten | Inspektion |
| 7 | HR-150B Rockwell Härteprüfvorrichtung | HR-150B | 1 | Arbeiten | Inspektion |
| 8 | Schneller Multielementanalysator | JS-DN328 | 1 | Arbeiten | Inspektion |
| 9 | Elektrolichtbogenofen | JSDL-8 | 1 | Arbeiten | Prüfung |
| 10 | Schneller Multielementanalysator (C u. S) | JS-DN328 | 1 | Arbeiten | Inspektion |
| 11 | Infrarotthermometer | AR872 | 2 | Arbeiten | Inspektion |
| 12 | Tragbarer Analysator der chemischen Zusammensetzung | AR872 | 2 | Arbeiten | Inspektion |
| 13 | Probestückprobenehmer | KW30-6 | 1 | Arbeiten | Inspektion |
Trotz der ungeheuren Fortschritte in werfender Technologie und im Gebrauch von Computertechnologie, in der Optimierung des strukturellen Entwurfs und der flüssigen Geometrie des werfenden Prozesses zu unterstützen, ist es noch extrem schwierig, die X-ray/MT oder Pint-Qualitätsanforderungen von Annahmekriterien der Klasse 1 oder 2 zu erzielen, und diese sind die Standards, die in der rauen Umwelt von Atomkraftwerken, von Wärmekraftwerken oder von petrochemischen Industrien erfordert werden. Schweißende Verbesserungen sind erforderten deshalb. Jedoch nachdem man Reparatur geschweißt hat, wird die Gesamtqualität und die Zuverlässigkeit des werfenden Ventils schwierig zu garantieren. Manchmal werden alle diese Probleme im Rahmen der Form geschweißtes Metallgelassen. Teststangen sind normalerweise für jede Temperatur, aber ihre Analyse kann unbestimmt sein. Selbst wenn die runden Teststangen annehmbare chemische und physikalische Eigenschaften zeigen, hat möglicherweise das allmähliche selbst noch subtile interne Defekte, die Stärke oder Korrosionsbeständigkeit hindern.
Einige andere Nachteile von werfenden Ventilen oder von Flanschinnenraum sind die klaren Sprünge und die heißen Risse, die während der Verfestigung wegen einer Kombination der Kerbwirkung verursacht durch ungleiche Schrumpfung und niedrige Stärke des Metalls bei den Temperaturen nah an dem Schmelzpunkt auftreten. Niedrigere werfende Temperaturen können kalte Narben bilden, und Ansammlung des Sandes oder der Schlacke vom flüssigen Metall kann Flecke verursachen. Schlechte werfende Operationen können andere Defekte auch verursachen.
Die Verbesserung von den Castings, zum der Bedingungen der Röntgenstrahlqualität zu erfüllen hängt vom Reiben von defekten Teilen, schweißende Reparatur, Wärmebehandlung und wiederholte Prüfung und Inspektion ab. Sogar in diesem Fall, die Sitz- und Dichtungsgesichter möglicherweise oder die Kolben-geschweißten Enden des Ventils zeigen Feinliniensprünge, die neugeschweißt werden und maschinell bearbeitet werden müssen.
Der
werfende
Prozess
errichtet
ein
weiter
entwickeltes
Korngefüge
und
verbessert
die
physikalischen
Eigenschaften
des
Metalls.
Im
realistischen
Gebrauch
von
der
Komponente,
ermöglicht
ein
richtiger
Entwurf
Partikelfluß
in
Richtung
des
Hauptdrucks.
Schmieden
müssen
vom
Stück
konsequent
sein,
ohne
irgendeine
Porosität,
überschüssigen
Raum,
Einbeziehungen
oder
andere
Unvollkommenheiten
auszubessern.
Diese
Methode
produziert
Komponenten
mit
einer
hoch-
Stärke
-
Zugewichtsverhältnis.
Vorteile von Schmieden: Die Vorteile von Schmieden sind stretchable Länge, einziehbarer Querschnitt; einziehbare Länge, dehnbarer Querschnitt; veränderbare Länge, veränderbarer Querschnitt. Die Arten von Schmieden sind: freie Schmieden/das Freiformschmieden, heiß stirbt Schmieden/Präzisionsschmieden, umgekipptes Schmieden, Schmieden zu rollen und zu sterben Schmieden.
Warum Schmieden wählen Sie? Verglichen mit Castings, hat der Körper des Schmiedens von Ventilen eine einheitlichere Struktur, bessere Dichte, bessere Stärkeintegrität, verbessert Maßeigenschaften und kleinere Maßfehler. Orientierter Bau (Rohrleitung) liefert höhere Leistung als Castings während der Stärke und des Druckes.
(1) hochfest
Warmschmieden fördert Kristallisation und Kornverfeinerung und lässt das Material die größte mögliche Stärke und die Übereinstimmung mit minimaler Stück-zustückveränderung erzielen. Partikelfluß folgt genau der Kontur des Ventilkörpers, und diese ununterbrochenen Stromlinien helfen, das Vorkommen der Ermüdung oder der verbreiteten Fehler zu verringern.
(2) Zuverlässigkeit
Das
forgingability,
das
die
Bedingungen
der
Entwurfsstruktur
erfüllen
kann,
ist
immer
einer
der
wichtigsten
Vorteile
von
Schmieden
und
gewissermassen,
es
ordnet
erstes
in
über
Eigenschaften
gewesen
(3)
strukturelle
Integrität
Schmieden beseitigt interne Defekte und produziert eine zusammenhängende metallografische Struktur, die ausgezeichneter Leistung garantiert. Wo Druck- und intracrystallinekorrosion wichtige Angelegenheiten sind, werden Schmieden garantiert, um lange Nutzungsdauer und störungsfreie Dienstleistung zu erbringen.
(4) Übereinstimmung
Die Maßübereinstimmung von schmiedenden Ergebnissen des Geschlossenwürfels in der vollständigen Kontrolle von kritischen Wandstärken, die Defekte vermeiden verursacht durch Kernverschiebung im werfenden Prozess und stellen keine internen Defekte durch hochwertiges sicher und nicht-trennen Barren und Auswirkungskraft von 10.000 bis die 30.000-Tonnen-Pressen und konsequente metallografische Struktur.
Was sind die Unterschiede zwischen Schmieden und Castings? Schmieden haben bessere Leistung als allmählich und haben die Eigenschaften der hochfesten, guten Zuverlässigkeit, der guten strukturellen Integrität, der Übereinstimmung, der etc.-Schmieden müssen für jedes Stück, ohne irgendeine Porosität, zusätzlichen Raum, Einbeziehungen oder andere Unvollkommenheiten konsequent sein. Diese Methode produziert Komponenten mit einer hoch- Stärke - Zugewichtsverhältnis.
Was ist der Unterschied zwischen den Nachweismethoden von Schmieden und den Castings?
Der Unterschied wird eingeführt, sind Schmieden und Castings ziemlich unterschiedlich, sind ihre Nachweismethoden auch unterschiedlich, und die Anforderungen sind auch unterschiedlich. Normalerweise ist das Qualitätsniveau von Schmieden hoch, und Castings sind zu Schmieden verhältnismäßig unterschiedlich. Die Anforderungen sind viel niedriger, also sind die Bewertungskriterien für die Prüfung unterschiedlich. Unten stellt Schmieden Shanxis Jianing den Unterschied zwischen Schmieden und allmählichen Prüfverfahren vor?
Das Herstellungsverfahren von Castings und von Schmieden ist, mit dem Ergebnis der sehr verschiedenen internen Strukturen dieser zwei Arten der Werkstücke unterschiedlich, also sind die Nachweismethoden auch sehr unterschiedlich. Die Vorteile von Schmieden sind dehnbare Länge, einziehbarer Querschnitt; einziehbare Länge, dehnbarer Querschnitt; veränderbare Länge, veränderbarer Querschnitt. Die Arten von Schmieden sind: freie Schmieden/das Freiformschmieden, heiß stirbt Schmieden/Präzisionsschmieden, umgekipptes Schmieden, Schmieden zu rollen und zu sterben Schmieden. Ein Schmieden ist ein Gegenstand, zu dem ein Metall unterworfen wird, um zu drücken, um die gewünschte Form oder die passende Druckkraft durch Plastikdeformation zu formen. Diese Kraft wird gewöhnlich durch den Gebrauch von einem Hammer oder einem Druck erzielt. Der werfende Prozess errichtet ein weiter entwickeltes Korngefüge und verbessert die physikalischen Eigenschaften des Metalls. Im realistischen Gebrauch von der Komponente, ermöglicht ein richtiger Entwurf Partikelfluß in Richtung des Hauptdrucks.
Schmieden müssen vom Stück konsequent sein, ohne irgendeine Porosität, überschüssigen Raum, Einbeziehungen oder andere Unvollkommenheiten auszubessern. Diese Methode produziert Komponenten mit einer hoch- Stärke - Zugewichtsverhältnis.
Castings sind das Metall, das die Gegenstände bildet, die durch verschiedene werfende Methoden erreicht werden, d.h. wird das geschmolzene flüssige Metall in die vorher zubereitete werfende Form durch das Gießen, Einspritzung, Sog oder andere werfende Methoden eingespritzt und nachdem man, nach den reibenden und anderen folgenden Verarbeitungsmethoden abgekühlt ist. , der resultierende Gegenstand bestimmter Form, Größe und Eigenschaften.
Ob es ein Casting oder ein Schmieden ist, ist zerstörungsfreie Prüfung des Werkstückes notwendig, um die Qualität des Produktes sicherzustellen. Jedoch wegen der verschiedenen internen Strukturen der zwei Arten der Werkstücke, der Prüfverfahren und der Prüfungsvorkehrungen seien Sie auch unterschiedlich. Der Unterschied zwischen Ultraschallprüfung im Casting und dem Schmieden des Prüfungsprozesses wird unten erklärt.
Unsere
Ausrüstungen:
Der
Gesamtproduktionsbereich
von
Kingrail-Teilen
ist
55,
000
Quadratmeter,
einschließlich
eine
40,
000-Quadratmeter-Fabrik
und
10,
000-Quadratmeter-Lager.
Die
Produktionsmühle
bedeckt
über
100,
000
Quadratmeter
ausgerüstet
mit
Stahlwalzen
und
werfende
Linien,
elastische
Cliplinien
der
Schiene,
Laschelinien,
Spitze
u.
Bolzenlinien,
Erwärmungslinie
und,
die
das
Oberflächenantikorrosionsaufbereitungsverfahren
sowie
Galvano
galvanisieren,
Feuerverzinken
und
Dacromet-Produktlinien.
Unsere
technische
Kraft
ist
stark,
die
Prüfmethode
ist
komplett,
wir
kann
die
nationalen
Bahnstandards
für
Produktion
ausschließlich
einführen.
Rockwell-Härteprüfvorrichtung
Dienstleistungen,
die
wir
erbringen
können:
1.
Unsere
Bahnprodukte
stimmen
mit
AREMA,
LÄRM,
BS,
UIC,
GOST,
N-Düngung,
JIS,
GB
und
anderen
Standards
überein.
2.
Wir
können
Bahnbefestigerprodukte
entsprechend
Ihren
Proben
oder
Zeichnungen
besonders
anfertigen.
3.Fast, Convinient-Services mit Produkten der hohen Qualität aber konkurrenzfähiger Preis.
Kontrollverfahren der Qualität 4.Complete zu jeder Reihe des Versandes vor Lieferung.
5.After-service kann die Garantie sein, die zu 3 Jahren aller möglicher Fragen von unseren Kunden letzt ist.
Unser Ziel ist, Kunden, indem es die optimierte Lösung zu dienen entsprechend dem Bedarf der Produktion zur Verfügung stellt und die Zufriedenheit zu treffen.


Bahnteilprodukte,
die
wir
zur
Verfügung
stellen
können:
1,
Schiene
Spike
Series:
Schienen-Schrauben-Spitze,
Schiene
Hundespitze,
Schiene
elastische
Spitze
etc.
2,
Bahn-Bolzen-Reihe:
Bahn-Bolzen,
Segment-Bolzen,
Metro-Bolzen,
Tunnel-Bolzen,
Hexen-Bolzen,
quadratischer
Bolzen,
Beteiligungs-Bolzen,
Fischschwanz-Bolzen,
T-Bolzen
usw.
3,
Klemmplatte-Reihe:
Nabla-Klemmplatte,
elastische
Klemmplatte,
SKL-Schiene
Spannungs-Klammern-,
O-Klemmplatte,
Messgerät-Verschluss-Clip
usw.
4,
Stahlschienen-Reihe:
Bahnschienen,
Crane
Rails,
Bergbauschienen,
über
den
Hauptschienen,
dem
usw.
5,
Stahlschienenrad-Reihe:
Zug-Räder,
Crane
Wheels,
Hallo-Schienenfahrzeugräder,
usw.
6,
andere
Materialien
und
Zusätze:
Schienen-Messgerät-Isolator,
Schiene
Gummiauflage,
Schiene
Lasche,
Nuss,
Schiene
Plastikdübel,
Schiene
Bindungsplatte,
Federscheibe,
flache
Waschmaschine,
Roheisen-Einsatz,
Antikriechpflanze,
Schiene
Spurmaß
etc.

Warum
uns
wählen
Sie:
1.
Die
Firma
ist
in
einer
führenden
Position
in
der
Industrie
und
hat
SGS-ISO9001
erreicht:
Qualitätssicherungssystembescheinigung
2008
und
CRCC-Bescheinigung.
Qualität
wird
garantiert.
2.
Wir
haben
Personal
mit
8
das
Berufsverkäufen
und
mehr
als
60
Berufsingenieure.
Kann
die
Berufs-
und
schnellen
Vorschläge
und
die
Zitate
für
Ihre
kundengebundenen
Bahnprodukte
zur
Verfügung
stellen
3.
MA-′
Anshan
ist
eine
Hafenstadt.
Wir
können
Sie
mit
schnelleren
Versandservices
versehen
4,20-Produktionsjahr-
und
Verkaufserfahrung.
Abkommen
mit
allen
Arten
Nachverkaufsprobleme
für
Sie
in
der
Zeit.
| Schienenrad |