Deutsch
Anmelden

| Preis | USD 1200 |
| MOQ | 1 set |
| Lieferzeit | 30DAYS |
| Marke | WAMIT |
| Ursprungsort | CHINA |
| Certification | CE,ISO |
| Vorbildliches Number | 020074-1 |
| Verpackendetails | Holzetui- oder Kartonfall oder Ihre Anträge |
| Zahlungsbedingungen | L/C, T/T |
| Versorgungs-Fähigkeit | 3000-teilig/Stücke pro Monat |
| Brand Name | WAMIT | Vorbildliches Number | 020074-1 |
| Certification | CE,ISO | Ursprungsort | CHINA |
| Mindestbestellmenge | 1 Satz | Price | USD 1200 |
| Zahlungsbedingungen | L/C, T/T | Versorgungs-Fähigkeit | 3000-teilig/Stücke pro Monat |
| Lieferfrist | 30days | Verpackendetails | Holzetui- oder Kartonfall oder Ihre Anträge |
| MOQ | 1 Satz | Zahl | 020074-1 |
| Jahr | Am neuesten | Videoabgehendinspektion: | stellte zur Verfügung |
| Kernkomponenten: | Wasserstrahlteile | Ausstellungsraum-Standort | Marokko, Kenia, Argentinien, Südkorea, Chile, UAE, Kolumbien, Algerien, Sri Lanka, Rumänien, Banglad |
020074-1 beenden Wasserstrahl-Pumpen-Teile des Verstärker-87K Bell-Versammlungsrechte Wasserstrahlpumpenteile
Verstärkerpumpe und -teile
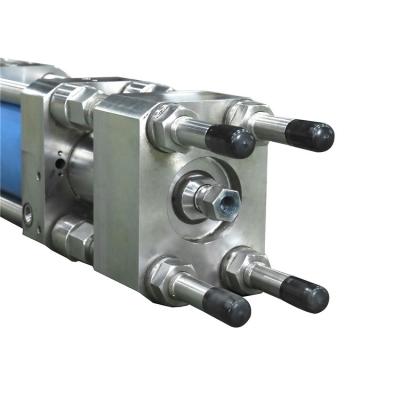
Verstärkerpumpenzusätze werden aus Verstärkerpumpe, Akkumulator, Hochdruckzylinder, Rückschlagventil, innerer Zwischenlage, Kolben, keramischer Stange, Dichtungsgruppe, kupfernem Kuchen, Seitenverkleidung, Stecker, etc. verfasst. Die Teile sind ein Teil der Verstärkerzusätze und die Verstärkerzusätze, auch die Wasserstrahlschneidenfähigkeit und -qualität zu bestimmen.
Ölzylinder-Seitenverkleidung: Die Ölzylinder-Seitenverkleidung ist an beiden Enden des Ölzylinders durch vier Sätze Verbindungsstangen installiert. Jedes Schmierloch wird mit einem Unterdruckdichtungsring ausgerüstet. Die Öleinlass- und -abflussöffnungen werden mit einem Ölkreislaufbrett ausgerüstet, und die Kolbenstange überschreitet durch das Mittelloch.
20074-1 beenden Wasserstrahl-Pumpen-Teile des Verstärker-87K Bell-Versammlungsrechte Wasserstrahlpumpen-Teilbeschreibung:
| Produkt-Name | Enden-Bell-Versammlung |
| Vorbildliches Number | 20074-1 |
| Marke | WAMIT |
| Anwendung | Wasserstrahlverstärker-Pumpe |
| Größe | Standard |
| Gewicht | 1.86kg |
| Eigenschaft | Lange Nutzungsdauer |
| Bedingung | Neu |
020074-1 Wasserstrahlendstöpselversammlung:
Wasserstrahlturboladerversammlung: wie man den Endstöpsel-Verarbeitungsplan und die Verarbeitungsmethode bestimmt
Es gibt viele Weisen, Endstöpsel zu verarbeiten. Entsprechend den verschiedenen Zeiten der Verarbeitung der tragenden Kammer und des Zapfens, kann es in zwei Verarbeitungsentwürfe unterteilt werden.
1. Der erste Verarbeitungsplan:
Die tragende Kammer und der Halt werden in festklemmendem einem maschinell bearbeitet. Die Grundschritte sind:
(1) Klammer die Seitenverkleidung auf den Kiefern der Werkzeugmaschine und die Mitte und die Stirnfläche ausrichten.
(2) raue Drehentragende Kammer, Stirnfläche des Tragens der Kammer, Windschutzscheibenkantenfläche und Halt.
(3) etwas die Kiefer und das Ende lösen, das den Halt und die Stirnfläche dreht.
(4) Präzision, die das Tragen des Raumes dreht.
(5) Bohrung und Klopfen.
Die Vorteile dieses Verarbeitungsentwurfs: Seit dem Halt und der tragenden Kammer werden in festklemmende eine Präzision-gedreht, ist ihr coaxiality höher und die zusätzlichen Beschäftigtenstunden sind weniger. Der Nachteil ist, dass die tragende Kammer für die Deformation wegen des übermäßigen festklemmenden Druckes anfällig ist. Deshalb nach dem rauen Drehen, müssen die Kiefer etwas gelöst werden, um Deformation, festzuklemmen zu vermeiden. Nachdem die Kiefer gelöst sind, muss die Geschwindigkeit des Feindrehens dementsprechend verringert werden. Der Grad an Lockerung ist nicht einfach zu greifen. Wenn die Lockerung nicht genug ist, tritt Deformation noch auf. Wenn ihr zu viel gelöst wird, bewegt möglicherweise das Werkstück sich während des Ausschnitts oder sogar geworfen aus den Kiefern heraus und verursacht einen Sicherheitsunfall.
2. Der zweite Verarbeitungsplan
Die tragende Kammer und der Halt werden in zwei clampings maschinell bearbeitet. Die Grundschritte sind:
(1) Klammer die Seitenverkleidung auf den Kiefern der Werkzeugmaschine und die Mitte und die Stirnfläche ausrichten.
(2) rauer Drehentragender Raum, die Stirnfläche des tragenden Raumes und die Fläche der Windschutzscheibe.
(3) raues Drehenund Fertigungsdrehen.
(4) installieren den Zapfen des Endstöpsels auf die Zapfenform und drücken ihn fest.
(5) Oberfläche der fertigen Drehentragenden Kammer und des äußeren Endes des Lagers.
(6) Bohrung und Klopfen.
Gegenteil zum einmaligen festklemmenden Prozess, die Vorteile des zweifachen festklemmenden Prozesses sind, dass der festklemmende Druck geringe Wirkung auf die Deformation des Fertigungsteils hat, das Festklemmen ist stabil und zuverlässig, und die Schnittgeschwindigkeit kann passend erhöht werden. Der Nachteil ist, dass der Halt und die tragende Kammer nicht genau in festklemmender einer ausgefallen werden, und es ist einfach, die verschiedenen Wellen wegen der geringen Qualität der Positionierungsbefestigung oder des unsachgemäßen Festklemmens zu produzieren; gleichzeitig zwei clampings Führung zu einer Zunahme der zusätzlichen Beschäftigtenstunden. Jedoch für große Endstöpsel mit größerem Schnittvolumen, wegen des stabilen Festklemmens und erhöhten des Ausschnittvolumens, können die voren-schneidend Beschäftigtenstunden, die durch die Oberfläche gespeichert werden, die zusätzlichen Beschäftigtenstunden von zwei clampings entschädigen, und manchmal ist die Gesamterzeugungs-Leistungsfähigkeit höher als die eines festklemmenden Verarbeitungsplanes. einige.
020074-1 beenden Wasserstrahl-Pumpen-Teile des Verstärker-87K Bell-Versammlungsrechte Wasserstrahlpumpenteile: